

El propósito fundamental de una válvula de descarga inferior es lograr drenaje completo y cierre sin espacios muertos en el punto más bajo de un buque. En aplicaciones que van desde biorreactores estériles hasta tanques de cristalización, la incapacidad de drenar completamente el producto provoca contaminación cruzada, crecimiento microbiano y una pérdida significativa de rendimiento. La selección del diseño de la válvula, ya sea un ariete ascendente, una válvula de bola con fondo rasante o un disco operado por pistón, dicta directamente la limpieza y la recuperabilidad de un proceso por lotes.
Diseño de válvulas y geometría de flujo
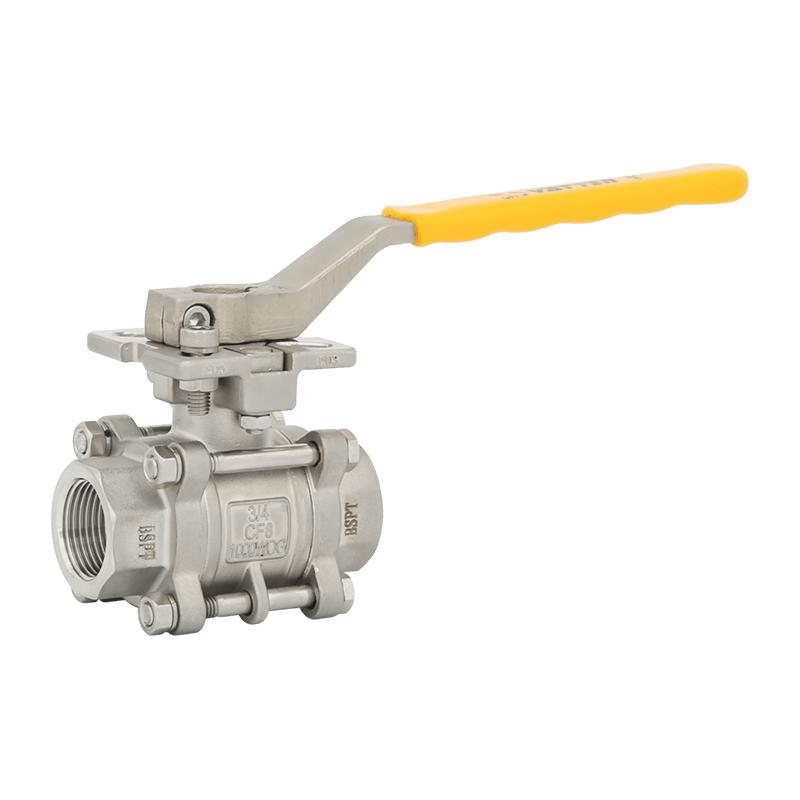
La distinción entre una válvula de globo estándar y una unidad de descarga inferior especializada radica en el contorno interno. Para que una válvula funcione eficazmente en una aplicación de drenaje, la superficie de sellado debe estar al ras con el interior del recipiente cuando está cerrado. Las válvulas de pistón o ariete ascendente empujan un tapón dentro de la boquilla del tanque, expulsando físicamente sólidos que podrían puentear o bloquear el puerto. Por el contrario, las válvulas de bola de fondo rasante cuentan con una cavidad mecanizada que, cuando está cerrada, presenta una superficie lisa en el interior del recipiente, evitando que los sólidos se acumulen en el asiento. Los datos de los procesos de cristalización muestran que una válvula empotrada estándar puede atrapar hasta 15% del volumen del lote en zonas muertas, mientras que un diseño de montaje empotrado generalmente reduce el volumen retenido a menos del 0,5%.
Tecnologías de sellado y ciencia de materiales
La integridad del sellado de una válvula de descarga inferior se prueba no solo por los diferenciales de presión sino también por la acumulación de cristales abrasivos o polímeros pegajosos en el punto de cierre. Dos estrategias de sellado principales dominan el campo: sellos de metal a metal para temperaturas extremas y sellos de labio de polímero para repetibilidad aséptica.
Sellos de metal a metal
En procesos de alta temperatura que superan los 200°C, los elastómeros se degradan rápidamente. El revestimiento duro de estelita o carburo de tungsteno tanto en el asiento como en el disco proporciona un sello rectificado que tolera los ciclos térmicos. Estas superficies endurecidas a menudo logran tasas de fuga tan bajas como ANSI Clase V , haciéndolos adecuados para fluidos de transferencia de calor y sales fundidas. La principal demanda operativa es un par de accionamiento específico para garantizar que las superficies metálicas fluyan en frío entre sí sin irritarse.
Asientos compuestos de PTFE y PTFE
Para resistencia a la corrosión química por debajo de 180 °C, el PTFE modificado sigue siendo el estándar de la industria. Sin embargo, el PTFE puro sufre flujo en frío bajo carga continua. Los fabricantes contrarrestan esto utilizando PTFE reforzado con un contenido de relleno del 15% al 25% de fibra de vidrio o carbono, lo que aumenta la resistencia a la compresión en aproximadamente 30% sacrificando ligeramente la inercia química. La última generación de diseños de asientos de PTFE con resorte crea un sello dinámico que compensa automáticamente la contracción térmica sin ajuste manual.
Compatibilidad de limpieza y esterilización
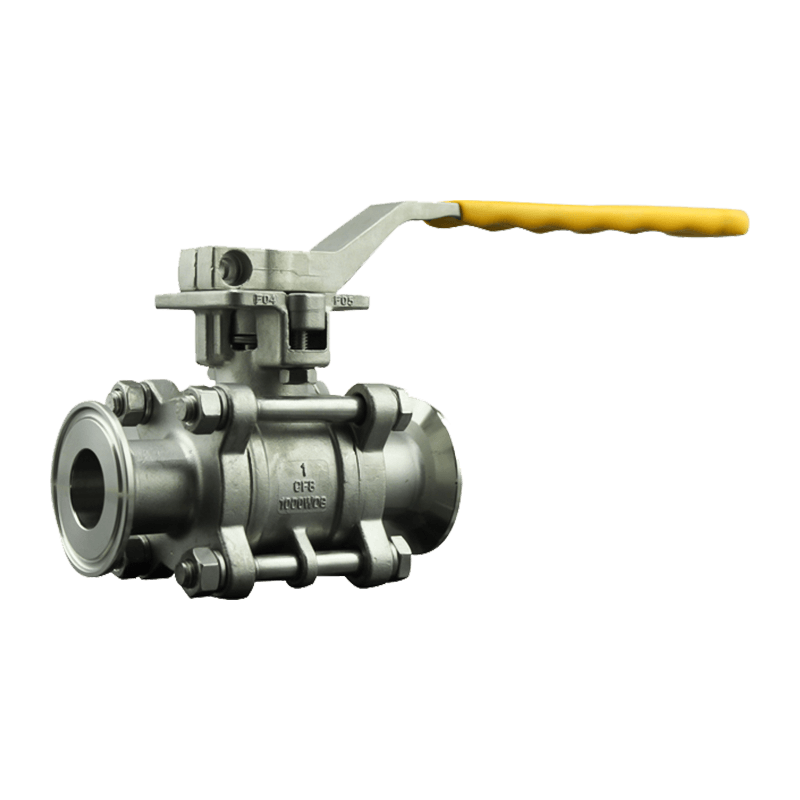
La facilidad de limpieza es el principal valor para válvulas de descarga inferior en ciencias de la vida. El diseño debe eliminar el "espacio de ruptura" entre la boquilla del recipiente y el elemento de sellado. Los ciclos de vapor in situ (SIP) requieren que el cuerpo de la válvula resista la exposición repetida a Vapor saturado a 135°C sin acumulación de condensado. Una válvula que utilice un sello de fuelle en lugar de un diseño de empaquetadura de vástago estándar evitará el ingreso de contaminación externa y permitirá la penetración completa del vapor alrededor del vástago. Los estudios de validación confirman que una válvula de fondo rasante sellada con fuelle puede lograr un reducción de 6 registros de esporas de Geobacillus stearothermophilus durante un ciclo de esterilización estándar de 30 minutos.
El acabado superficial de las piezas mojadas es un punto de control crítico. Un valor Ra de 0,5 µm (20 micropulgadas) o mejor es el estándar para los productos farmacéuticos de calidad inyectable. El electropulido mejora esta superficie al eliminar los picos microscópicos donde pueden anclarse las colonias bacterianas, lo que mejora la resistencia a la corrosión y reduce la adhesión del producto.
Actuación y Control de Procesos
La cadencia operativa de una válvula de descarga inferior a menudo implica un imperativo de seguridad de "fallo cerrado". Los actuadores neumáticos con retorno por resorte son la opción predeterminada para la transferencia de fluidos peligrosos. Cuando se produce una sobrepresión en el recipiente, la pérdida de presión de aire debe forzar inmediatamente el tapón de la válvula a la posición cerrada contra la corriente de flujo. Esto requiere cálculos del tamaño del actuador que tengan en cuenta la presión estática del tanque más un factor de seguridad de 1,5 veces la presión diferencial máxima .
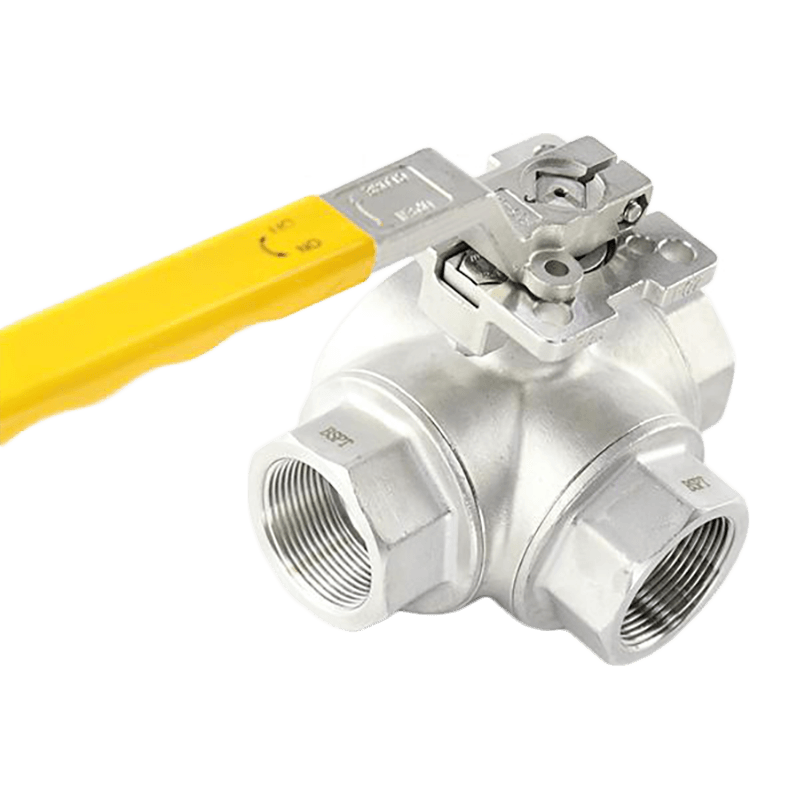
El control preciso del flujo directamente desde la salida del reactor es cada vez más común. Una válvula lineal de ariete ascendente, junto con un posicionador digital, permite que la válvula inferior funcione también como dispositivo dosificador para resinas viscosas. Al perfilar el contorno de la carrera, los operadores pueden controlar la velocidad de corte durante la descarga, evitando la descomposición del gel que ocurre con las válvulas de bola de encendido/apagado.
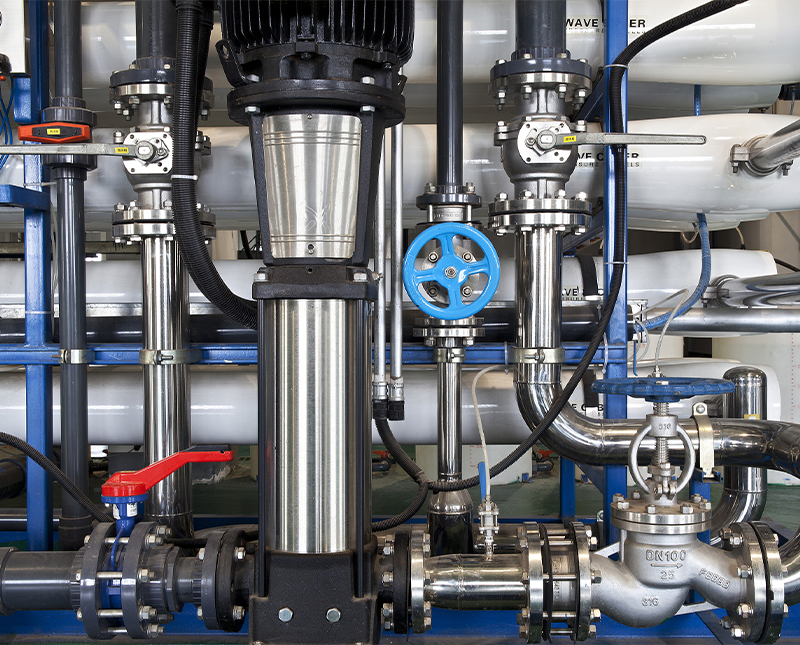
Criterios de instalación e ingeniería de boquillas.
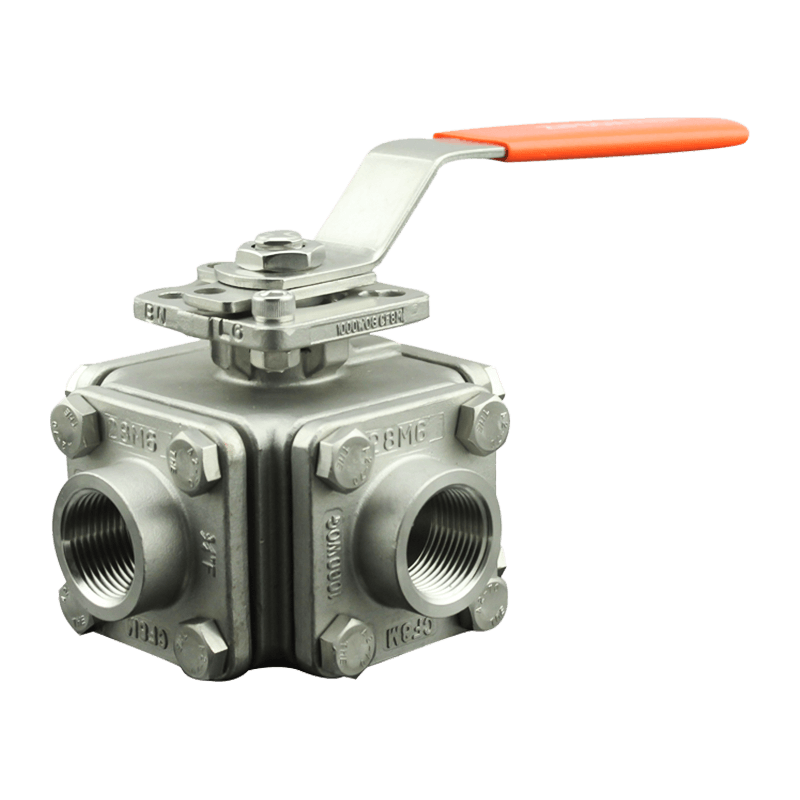
La integración adecuada del recipiente requiere un mecanizado preciso de la brida de la almohadilla. La dimensión crítica es la longitud entre el diámetro interior del recipiente y la cara de sellado de la válvula. Si este cuello es demasiado corto, la expansión térmica de la chaqueta puede deformar el cuerpo y provocar fugas permanentes. Si es demasiado largo, crea una retención estática del producto. Una tolerancia de molienda al ras de ±0,5mm es aplicable durante la soldadura en campo para evitar este desajuste. Las válvulas de descarga de fondo encamisado son obligatorias para procesos que involucran azufre, brea o polímeros que se solidifican por debajo de 100 °C, lo que garantiza que el producto permanezca móvil hasta que la última gota salga de la boquilla.
| Tipo de válvula | Tipo de lodo óptimo | Viscosidad máxima típica |
|---|---|---|
| Ariete/pistón ascendente | Cristales abrasivos, pulpas fibrosas. | 250.000 cP |
| Bola de fondo al ras | Líquidos que fluyen libremente, lodos ligeros | 15.000 cP |
| Disco / Diafragma | Medios estériles, cosecha en biorreactor. | 10.000 cP |
Solución de problemas de fallas comunes en los sellos
Las fugas persistentes en una válvula de descarga inferior recientemente revisada generalmente se deben a tres causas fundamentales. En primer lugar, la desalineación entre el yugo del actuador y el casquete provoca una carga lateral en el vástago, deformando el asiento blando de manera desigual. En segundo lugar, el producto cristalizado alojado en el casquillo del vástago restringe la fuerza de cierre. Un protocolo de reparación en campo que utilice lavado con solvente caliente en lugar de palanca mecánica puede salvar la integridad del asiento. En tercer lugar, el torque incorrecto del prensaestopas comprime el vástago, impidiendo el contacto total del sello; una prueba del indicador de cuadrante en la carrera confirma si el tapón alcanza físicamente la posición completamente cerrada.
Costo del ciclo de vida
La evaluación de una válvula de descarga inferior únicamente en función del precio de compra de capital ignora el costo dominante del tiempo de inactividad por mantenimiento. Una carrocería forjada de alta resistencia con un inserto de asiento renovable, aunque normalmente cuesta 30% más inicialmente que un cuerpo fundido de una sola pieza, permite el reemplazo del asiento en línea sin cortar la junta soldada. Durante una vida útil de cinco años en una suspensión abrasiva de dióxido de titanio, el costo total de propiedad del diseño forjado suele ser 40% menos debido a la velocidad de entrega del mantenimiento. El diseño totalmente soldado elimina las juntas de brida, lo que elimina el punto de fuga externo más común y reduce los riesgos de emisiones fugitivas.